
- Publicatie 8 Januari 2022
![]()
With digital transformations notoriously difficult to scale up across factory networks, manufacturers may need to slow down to get ahead in the race to implement Industry 4.0. In the past five years, a select group of companies have started pulling ahead in their efforts to implement Industry 4.0 across their manufacturing networks. Leading manufacturers are now realizing significant value from data and analytics, AI, and machine learning (ML). However, a large majority remain stuck in pilot purgatory, struggling to capture the full potential of their transformation efforts or deliver a satisfactory return on investment.
While digital transformations are notoriously difficult to scale up across networks of factories, the pressure to succeed is intense. Companies at the front of the pack are capturing benefits across the entire manufacturing value chain—increasing production capacity and reducing material losses, improving customer service and delivery lead times, achieving higher employee satisfaction, and reducing their environmental impact. Scaled across networks, these gains can fundamentally transform a company’s competitive position.
![]()
Author: McKinsey & Company Source: Article
With so much at stake, manufacturers are putting significant time and money behind their digital transformations. These investments are paying off for some, but most remain unable to scale successful pilot programs or fully leverage new tools and technology to see meaningful returns.
This article explores some of the common pitfalls associated with digital transformations and how a more strategic and value-driven approach could help manufacturers in the race to get ahead.
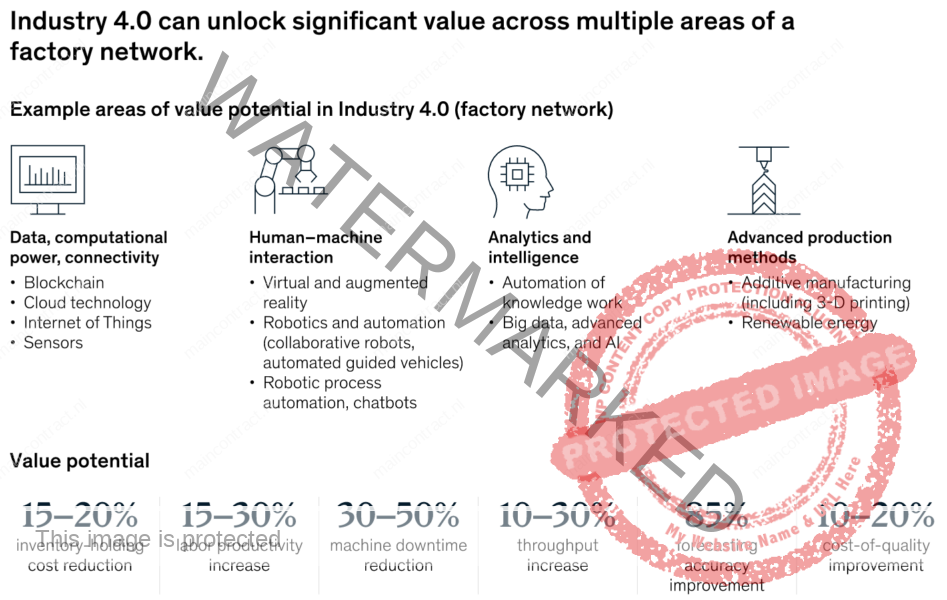
Delivering value across every area of the factory
The digitally enabled factory of today looks very different from the leading factory of ten years ago. Advances in data and analytics, AI, and ML—and the array of technology vendors in the market—mean manufacturers can choose from hundreds of potential solutions and tech applications to improve their ways of working.
Implemented successfully, these solutions deliver irresistible returns. Across a wide range of sectors, it is not uncommon to see 30 to 50 percent reductions in machine downtime, 10 to 30 percent increases in throughput, 15 to 30 percent improvements in labor productivity, and 85 percent more accurate forecasting
![]()

Click to enlarge: Asset & Maintenanec Management-A time perspective by Jan Stoker
While digital transformations are notoriously difficult to scale up across networks of factories, the pressure to succeed is intense. Companies at the front of the pack are capturing benefits across the entire manufacturing value chain.
Digital transformations are revolutionizing all aspects of manufacturing, touching not just processes and productivity but also people. The right applications of technology can lead to more empowered decision making; new opportunities for upskilling, reskilling, and cross-functional collaboration; better talent attraction and retention; and improved workplace safety and employee satisfaction.
Customers see the impacts through reduced manufacturing lead times, right-first-time launch management, and improved customer service and complexity management. And, of course, there are the win–win advantages associated with reduced environmental impact, made possible through lower emissions and reduced waste and more efficient energy, water, and raw-material consumption.
These productivity, process, and people improvements are not easy to accomplish—especially across a network of individual manufacturing sites, each with its own site leadership, IT infrastructure, and workplace culture. It is not uncommon to hear of companies achieving impressive results through pilot programs at one factory site only to find themselves unable to replicate these local wins across their network.
This was the situation at a global industrial company. Facing a considerable ramp-up in demand—volume more than doubled over just three years, which translated to producing more than 50 million additional parts—the business embarked on an ambitious digital transformation at one factory. The goal was to increase overall equipment effectiveness (OEE) by ten percentage points and reduce product unit costs by more than 30 percent.
![]()
The recently published standard EN 17485 introduces methods and procedures about maintenance within physical asset management for all the levels and functions of the organizations’ management, including corporate planning management, plant management, technical management, production management, financial management, asset management, maintenance management, and quality management. Further and maybe even greater benefits are now being found through improved credibility in the eyes of customers, regulators and other stakeholders.

Click to enlarge
Physical asset management also results in much greater engagement and motivation of the workforce, and in more sustainable, continual improvement business processes. Physical asset management builds up the required link between maintenance management and the organizational strategic plan and gives direction to maintenance activities.The standards EN 16646 and EN 17485 build the bridge between ISO 5500x (Asset management system standards) and the EN maintenance standards. ISO 55001 states that organizations should determine e.g. the organizational context, requirements for the assets, decision criteria, strategic asset management plan and asset management plan (including maintenance).
However, it does not describe how to do it. Respectively, maintenance standards often introduce e.g. the concept of the required function or the concept of maintenance strategy, but do not explain how they have been determined. EN 17485 introduces a methodological framework which advises organizations to implement the requirements presented in ISO 55001. By doing this it creates the bridge between the several maintenance standards and ISO 5500x in order to give an applicable starting point to the more detailed documents for the specific sub-functions of maintenance (See AM-BowTie).
This insights, the Asset Management BowTie, can be added toward the Asset Management paradigm with the (Digital) Line of Sit. To add the BowTie principle, the body of thoughts of the EN-17485 can be incorporated in the Asset Management paradigm with the mentioned standards. Result is a deepened figure 1 of the ISO5500 completed with the Line(s) of Sights, the levels of information, Business, Risk Assessment and Asset & Maintenance going to decision making in balancing Costs, Risks and Performance.

Click to enlare Asset Management BowTie: See Body of thoughts AM-BowTie Click Here
![]()
The project delivered: the factory was admitted to the Global Lighthouse Network, a World Economic Forum initiative, in collaboration with McKinsey, that recognizes leadership in the Fourth Industrial Revolution. The site started welcoming external visitors to showcase its transformation. But despite this achievement, it was unclear to the company how to take this local success story and replicate it across other sites.
The common pitfalls of scaling digital transformations
There are five common reasons why manufacturers are not succeeding on this journey.
Siloed implementation. By pursuing digital transformations as a theoretical exercise, many companies unwittingly set up independent delivery teams that are decoupled from business leaders, site operations, manufacturing excellence, and central IT. Others focus too much on replicating a single site experience, failing to appreciate wider network complexities.
Failure to adapt. By deploying a one-size-fits-all approach, manufacturers miss the opportunity to build in the customization and adaptation needed to leverage the unique circumstances, culture, and values of separate factory sites.
Analysis paralysis. Performing a full and deep up-front analysis of an entire network can leave a manufacturer out of steam before a transformation can get off the ground. Instead, robust, accurate-enough insights can be gleaned from a well-developed extrapolation methodology.
Technology-driven rather than value-driven. A technology-first rollout means that solutions are deployed without a clear link to real value opportunities, business challenges, or capability requirements. The result: undermining crucial buy-in from the people charged with making deployment work.
Letting the ‘perfect’ defeat the good. By waiting until a fully fledged, ideal-state data and IT/OT (information technology/operational technology) architecture is defined and implemented before rolling out Industry 4.0 solutions, manufacturers lose out on the shorter time-to-impact made possible through a proven and pragmatic minimal viable architecture.
![]()
5. React, Discuss & Article
Discuss or give your opinionFollow on FacebookFollow on Twitter
Related Articles
Tags: Circulair


















